 Home
Home Beiyuan
Beiyuan  Jun 11,2024
Jun 11,2024 
The production of magnesium oxide (MgO) boards involves a meticulous quality control process to ensure the final product meets high standards of performance, durability, and safety. Here’s an overview of the key stages in this process:
1. Raw Materials Test
The quality control journey begins with thorough testing of raw materials:
Humidity: Ensuring the moisture content of the raw materials is within specified limits to prevent defects.
Density: Measuring the mass per unit volume to maintain the structural integrity of the boards.
Active Content: Verifying the presence and proportion of active ingredients crucial for the board’s performance.
Images depict various raw materials used in the manufacturing process, emphasizing the importance of each component.
2. Curing Room Control
After the raw materials are mixed, the boards are placed in a curing room where environmental conditions are tightly controlled:
Humidity: Regulated to ensure proper curing, preventing warping or cracking.
Temperature: Maintained at optimal levels to facilitate the chemical reactions necessary for the material to harden correctly.
The curing room setup ensures that the boards achieve the desired physical properties essential for their performance.
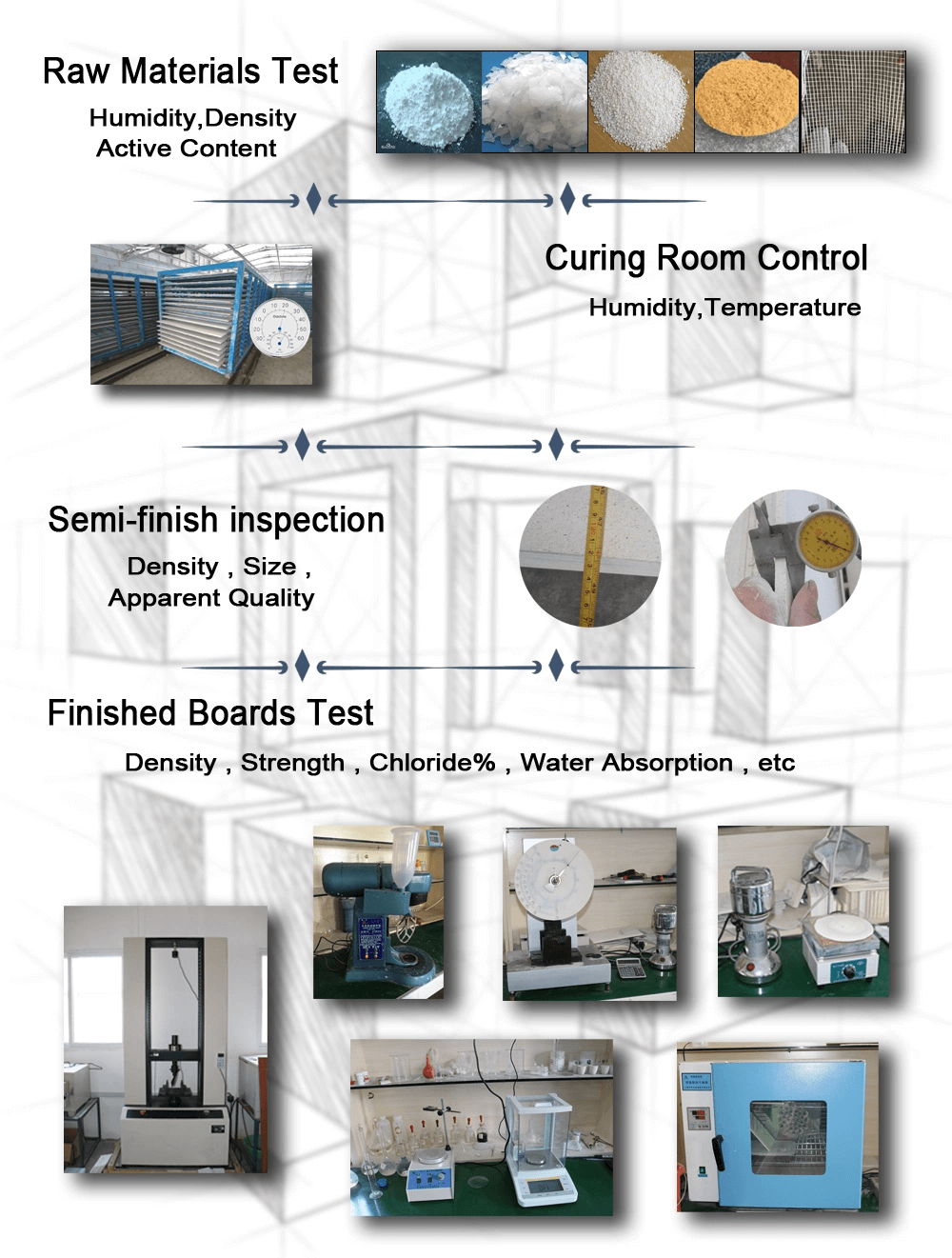
3. Semi-finished Inspection
Once cured, the semi-finished boards undergo a series of inspections:
Density: Checked to ensure uniformity and consistency across all boards.
Size: Measured to confirm adherence to specified dimensions.
Apparent Quality: Visual inspections are performed to detect any surface defects or irregularities.
This stage ensures that any issues are identified and rectified before the boards proceed to the final testing phase.
4. Finished Boards Test
The final stage involves comprehensive testing of the finished MgO boards to verify their quality:
Density: Reassessed to ensure consistency from raw materials to the final product.
Strength: Evaluated through tensile and compressive strength tests to determine the board’s ability to withstand various forces.
Chloride Content: Measured to ensure it is within safe limits, preventing potential long-term degradation.
Water Absorption: Tested to determine the board’s resistance to moisture, which is crucial for its durability and performance in different environments.
Images show various testing equipment used in this phase, underscoring
 Detailed Strategies for Preventing Moisture and Sweating Issues in MgO Boards
Detailed Strategies for Preventing Moisture and Sweating Issues in MgO Boards